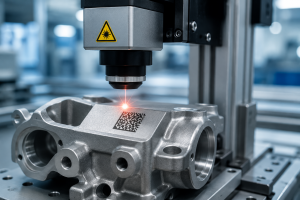
L’essentiel à retenir : le marquage électrochimique assure une identification permanente et inaltérable des métaux conducteurs par réaction électrolytique. Ce procédé préserve l’intégrité structurelle des pièces sans contrainte mécanique ni thermique, garantissant une traçabilité industrielle fiable et économique. L’opération est réalisée en moins de trois secondes avec une profondeur précise de 0,025 mm.
Le marquage électrochimique résout-il vos problèmes de rebuts liés à une identification illisible ou à une déformation mécanique sur vos composants métalliques sensibles ? Cette méthode s’impose comme la solution la plus fiable pour obtenir une traçabilité inaltérable sur l’inox ou le titane sans jamais modifier les tolérances géométriques de vos pièces industrielles. Cet article détaille comment optimiser vos postes de travail avec des électrolytes adaptés pour garantir un résultat professionnel immédiat tout en surpassant largement la rentabilité du laser grâce à un investissement matériel parfaitement maîtrisé.
Principes du marquage électrochimique et métaux compatibles
Après avoir planté le décor sur l’importance de la traçabilité industrielle, voyons comment la science transforme une simple réaction électrique en un marquage permanent.
Courant basse tension et réaction d’oxydation contrôlée
La technique du marquage électrochimique repose sur une réaction électrolytique simple. Un courant traverse un stencil imprégné d’électrolyte. Cela modifie la surface du métal de façon précise.
Le courant alternatif produit un marquage noir par oxydation. À l’inverse, le courant continu réalise une gravure en profondeur.
Le résultat obtenu reste inaltérable. La structure interne du matériau n’est jamais fragilisée.
Cette méthode s’avère redoutable pour l’identification. Consultez ce guide sur le procédé de marquage des métaux conducteurs pour vos ateliers. C’est rapide et propre.
Compatibilité avec l’inox, l’aluminium et le titane
L’inox, le titane et le carbure réagissent parfaitement. Cette solution s’adapte à presque tous les alliages conducteurs. Apprenez aussi comment marquer sur le laiton avec nos outils. La polyvalence reste un atout majeur.
La couche de passivation de l’inox est totalement préservée. C’est un point déterminant pour bloquer toute corrosion future.
Sur l’aluminium, le marquage fonctionne aussi très bien. Le rendu oscille entre le gris et le blanc pur.
Bref, toutes les surfaces conductrices sont éligibles. Aucun stress mécanique ne vient jamais déformer vos pièces.
Configuration du poste de travail et choix des consommables
Pour obtenir ce résultat chirurgical, il faut évidemment s’équiper d’un matériel adapté, du simple kit manuel à la station semi-automatique.
Générateurs, têtes en graphite et potences pneumatiques
Le générateur pilote tout le processus technique. C’est le bloc qui envoie l’énergie nécessaire. Découvrez qu’est-ce qu’un ensemble de marquage électrochimique pour bien démarrer votre chantier industriel.
La tête de marquage utilise du graphite conducteur spécifique. Elle agit comme une électrode transmettant le courant à travers le feutre.
Le marquage manuel convient aux petites séries simples. Pour la répétabilité, préférez la potence pneumatique. Elle maintient une pression constante et parfaitement identique sur chaque pièce de votre production.
L’équipement se choisit selon la cadence. Visez la précision géométrique requise pour vos pièces.
Sélection des stencils et des liquides électrolytes
Les stencils thermiques jetables servent aux besoins industriels ponctuels. À l’inverse, les modèles photographiques encaissent des milliers de cycles. Ils offrent une résistance bien supérieure lors d’une production intensive.
Nous utilisons des produits spécifiques selon l’alliage. Voici les solutions types pour vos ateliers industriels :
- Électrolyte pour inox
- Solution pour aluminium
- Liquide spécial titane
Choisir le bon produit chimique garantit une réaction propre. Vérifiez toujours la compatibilité avec vos métaux conducteurs. Ces liquides conducteurs déterminent la qualité finale de votre rendu visuel.
Le stencil définit la finesse du marquage. Il permet une résolution visuelle vraiment impeccable.
Atouts de l’électrolyse face aux autres méthodes de marquage
Mais pourquoi choisir cette technique plutôt qu’un laser ou une micro-percussion ? La réponse tient en deux mots : intégrité et coût.
Respect des tolérances et absence de contrainte mécanique
Ce procédé n’induit aucune déformation physique sur le métal. C’est un point déterminant pour vos pièces aéronautiques sensibles. Les tolérances extrêmement serrées restent ainsi parfaitement respectées en sortie.
Adoptez une traçabilité sans stress mécanique pour vos lignes de production. Vos composants critiques conservent leur pleine solidité structurelle originelle.
L’identification résiste vaillamment aux environnements hostiles du quotidien. Elle brave les solvants agressifs ou les frottements répétés en atelier. Le marquage ne s’efface jamais avec le temps qui passe. Votre production gagne en fiabilité réelle et durable.
Rentabilité économique face au laser et au jet d’encre
Regardons froidement le coût à l’unité produite. L’investissement initial reste très modeste pour une usine moderne. C’est bien moins cher qu’une station laser de forte puissance complexe.
Voici les chiffres concrets pour vous aider à décider. Ce comparatif montre l’avantage financier immédiat de la solution. L’électrochimie gagne sur tous les tableaux.
| Technologie | Coût matériel | Coût consommable | Déformation pièce |
|---|---|---|---|
| Électrochimie | Faible | Minime | Aucune |
| Laser | Élevé | Nul | Risque thermique |
| Micro-percussion | Moyen | Nul | Contrainte mécanique |
| Jet d’encre | Moyen | Élevé | Aucune |
La rapidité d’exécution surprend souvent mes confrères en usine. Un marquage standard prend moins de trois secondes chrono en main. Vos flux de production restent fluides et rapides.
Réussir l’intégration en production et l’entretien du matériel
Pour que ces avantages durent, il ne faut pas négliger l’après-marquage et le soin apporté à vos outils de travail.
Neutralisation de la surface et protection anticorrosion
Cette étape de neutralisation s’avère indispensable. Elle stoppe net l’acidité résiduelle de l’électrolyte. Sans cela, des taches de rouille gâcheront vos pièces métalliques rapidement.
Appliquez simplement le produit neutralisant après l’opération. Un passage rapide avec un chiffon ou une éponge dédiée suffit amplement.
Ce geste garantit la conformité aux normes anticorrosion strictes. C’est un impératif absolu dans le secteur médical ou nucléaire. Vos acheteurs exigent cette fiabilité irréprochable.
Négliger la neutralisation, c’est condamner votre pièce à une corrosion prématurée, ruinant ainsi tout le travail de précision.
Maintenance des têtes et traçabilité par codes Datamatrix
Nettoyez vos têtes en graphite systématiquement. Un entretien régulier prolonge la vie du matériel de façon significative. Cela permet aussi un courant stable durant chaque cycle.
Pensez à changer les feutres absorbants fréquemment. Un feutre saturé ou brûlé dégrade immédiatement la qualité visuelle du marquage.
La création de codes Datamatrix sécurise vos flux. Découvrez les techniques de marquage électrochimique pour varier vos codes. La précision reste alors chirurgicale sur chaque support.
Un bon pilotage logiciel automatise l’incrémentation. Les numéros de série s’enchaînent alors sans erreur humaine.
Cette technologie garantit une traçabilité inaltérable sans déformer vos métaux. Adoptez dès maintenant le marquage électrolytique pour sécuriser vos flux à moindre coût et assurer la conformité de vos composants. Identifiez vos pièces pour l’éternité.
FAQ
C’est quoi exactement le principe du marquage électrolytique pour nos ateliers ?
Le marquage électrochimique, aussi appelé marquage électrolytique, est une technique de marquage inaltérable qui repose sur une réaction chimique déclenchée par un courant électrique. Le principe est simple : on fait passer un courant basse tension à travers un pochoir (stencil) imbibé d’une solution conductrice appelée électrolyte pour modifier la surface du métal.
C’est une solution que nous privilégions pour sa fiabilité. Elle permet de transformer la surface de la pièce de manière permanente sans jamais fragiliser sa structure interne ni modifier ses propriétés mécaniques.
Sur quels types de métaux conducteurs peut-on utiliser cette technologie ?
Ce procédé est exclusivement réservé aux matériaux conducteurs d’électricité. Dans nos environnements industriels, il est particulièrement efficace sur l’acier inoxydable (inox), l’acier, l’aluminium, le titane et l’inconel. Le rendu est d’ailleurs optimal sur les métaux contenant du fer.
Que ce soit pour identifier des outils chirurgicaux en inox ou des composants aéronautiques en titane, cette technologie s’adapte parfaitement. Elle permet d’obtenir des contrastes élevés tout en préservant la couche de passivation du métal, ce qui est essentiel pour éviter la corrosion.
Comment choisir entre un marquage sombre et une gravure blanche sur mes pièces ?
Le choix dépend du résultat visuel attendu et se gère simplement via le réglage du courant sur votre générateur. Pour obtenir un marquage sombre, on utilise le courant alternatif (CA) qui provoque une oxydation de surface. Pour une gravure claire ou blanchâtre, on passe en courant continu (CC) pour retirer une infime partie de matière.
Cette polyvalence est un vrai atout en production. On peut basculer d’un rendu à l’autre selon les besoins de traçabilité ou les exigences esthétiques du client sans avoir à changer d’équipement.
Le procédé électrochimique risque-t-il de modifier les tolérances de mes composants ?
Absolument pas, et c’est un point majeur pour nos contrôles qualité. Contrairement à la micro-percussion, le marquage électrochimique n’induit aucune contrainte mécanique ni stress thermique. L’intégrité physique de la pièce est totalement préservée, ce qui est crucial pour les pièces de haute précision.
C’est la solution idéale pour les secteurs exigeants comme l’aéronautique ou le médical, car elle respecte les tolérances les plus serrées. Le marquage est durable et résistant aux solvants, sans jamais créer de points de fragilité sur le matériau.
Pourquoi l’étape de neutralisation est-elle indispensable pour garantir la qualité ?
La neutralisation est l’étape finale qui permet de stopper l’action de l’électrolyte. En utilisant un liquide neutralyte après le marquage, on élimine les résidus acides et les sels qui pourraient, à terme, attirer l’humidité et provoquer des taches de rouille ou de la corrosion.
Négliger cette étape, c’est prendre le risque de voir la pièce se dégrader prématurément. Un nettoyage rapide avec un produit neutralisant garantit une finition propre et conforme aux normes anticorrosion.
Quel est l’avantage économique de l’électrochimie face au marquage laser ?
L’investissement initial pour un kit de marquage électrochimique est bien plus accessible que celui d’une station laser de forte puissance. Pour un responsable de production, c’est une solution très rentable car les coûts de consommables sont faibles et les machines ne nécessitent quasiment aucune maintenance.
En plus de l’aspect financier, la rapidité d’exécution est un facteur clé : un marquage standard se réalise souvent en moins d’une minute. C’est un excellent compromis entre coût, qualité de marquage et cadence de production.