Combien de pièces finissent au rebut chaque semaine dans votre atelier simplement parce que leur identification ne résiste pas aux contraintes mécaniques ou thermiques du processus ? Le marquage datamatrix s’impose aujourd’hui comme la norme industrielle pour garantir une traçabilité permanente sur le métal, grâce à sa redondance d’information et sa densité exceptionnelle. Nous détaillons les technologies de gravure laser ou micro-percussion adaptées et les spécifications techniques nécessaires pour fiabiliser définitivement votre suivi de production.
- Pourquoi le marquage datamatrix domine l’industrie en 2026
- 2 technologies pour graver un marquage datamatrix durable
- Normes ISO/IEC 16022 et GS1 pour une conformité totale
- Réussir l’intégration du marquage direct sur pièce (DPM)
Pourquoi le marquage datamatrix domine l’industrie en 2026
Anatomie technique : modules, repères en L et horloge
Oubliez les barres classiques obsolètes. Ici, tout repose sur une matrice binaire de modules carrés ou ronds, capable de densifier l’information sur une surface ridicule. C’est du stockage brut, optimisé au micron près pour votre traçabilité.
Regardez les bordures : ce motif solide en « L » agit comme le GPS du lecteur. Il garantit une orientation instantanée, même si la pièce arrive totalement à l’envers sur le convoyeur.
En face, le modèle d’horloge alterne clair et sombre. Il dicte la cadence au scanner et définit la densité exacte des données encodées sur les axes opposés.
Sécurité ECC200 : lire un code dégradé jusqu’à 30%
C’est là que le Marquage datamatrix creuse l’écart avec la concurrence. Grâce au mécanisme Reed-Solomon de l’ECC200, nous intégrons une redondance massive des données directement dans la structure. Une véritable assurance-vie pour vos informations critiques.
Une rayure profonde ou une tache d’huile sur la ligne ? Aucun problème. Le système reconstruit mathématiquement les parties manquantes pour assurer une lecture sans faille.
Certes, augmenter ce niveau de protection élargit légèrement l’empreinte physique du code. Mais c’est le prix de la sérénité en milieu industriel hostile.
Datamatrix vs QR code : pourquoi l’industrie a tranché
Le QR code est parfait pour un menu de restaurant, pas pour une culasse moteur. Le Datamatrix reste lisible sur des surfaces minuscules de 2 ou 3 mm, là où son concurrent grand public devient illisible et inutile.
Sur du métal brillant ou dans la pénombre d’une ligne d’assemblage, notre standard l’emporte par son contraste supérieur. Pour approfondir ce duel technique, voyez notre comparatif Datamatrix ou QR code : marquage ou impression.
2 technologies pour graver un marquage datamatrix durable
Comprendre la structure du code est un bon début, mais il faut ensuite choisir l’outil capable de l’ancrer définitivement dans la matière.
Le laser pour la finesse extrême sur métaux et polymères
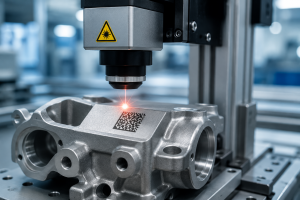
Le laser offre une précision chirurgicale sans égale. C’est l’outil idéal pour graver un marquage datamatrix microscopique sur vos pièces. Le faisceau garantit une netteté absolue pour la relecture immédiate par caméra.
En chauffant la matière, le rayon crée un contraste fort et durable. Cela s’obtient par un changement de couleur ou une ablation de surface.
Cette méthode sans contact excelle sur les polymères techniques. Elle permet aussi de savoir Comment marquer sur du métal ? avec une lisibilité maximale.
La micro-percussion pour la robustesse en milieu hostile
Ici, on déforme la matière physiquement par impact. Une pointe en carbure robuste frappe la surface. Elle crée des creux qui forment le code directement dans la pièce.
Ce marquage profond survit aux pires conditions industrielles. Il reste lisible, même après une épaisse couche de peinture ou un traitement.
Attention toutefois, la résolution reste bien inférieure au laser. Ce n’est clairement pas l’option pour des codes minuscules ou complexes.
Stations autonomes ou têtes intégrables : quel choix faire ?
Tout dépend de votre cadence de production réelle. Une ligne automatisée à haute vitesse impose des têtes intégrables. Elles suivent le rythme effréné sans faiblir. À l’inverse, les petites séries justifient des postes manuels pour l’opérateur.
L’espace disponible compte aussi énormément dans l’atelier. Les têtes compactes se glissent partout, contrairement aux stations volumineuses qui encombrent.
Normes ISO/IEC 16022 et GS1 pour une conformité totale
Vous connaissez la musique : un code non conforme, c’est un lot refusé et des pénalités financières. Le marquage datamatrix doit impérativement respecter la norme ISO/IEC 16022 pour assurer une lecture universelle, même si le code est abîmé à 20 %. C’est votre garantie de fiabilité industrielle. Une fois la machine choisie, il reste à s’assurer que le langage utilisé respecte les standards internationaux en vigueur.
Exigences sectorielles : focus automobile, aéro et médical
L’aéronautique ne tolère aucune approximation technique. La norme ATA Spec 2000 impose un marquage permanent pour suivre chaque pièce critique durant tout son cycle de vie. C’est une question de sécurité aérienne.
Dans le médical, l’erreur n’est pas une option. Le standard GS1 garantit la traçabilité des dispositifs pour la sécurité des patients. Pour maîtriser ces obligations, référez-vous à notre guide : Tout savoir sur les préfixes DataMatrix GS1.
L’industrie automobile impose aussi ses propres règles du jeu. Les grands constructeurs exigent des marquages directs sur métal d’une qualité irréprochable. Seul un contraste parfait valide la pièce.
Contenu des données : structurer les lots et numéros de série
Les Identifiants d’Application (IA) pilotent la lecture du scanner. Ils segmentent les données pour que le système informatique comprenne tout immédiatement. Par exemple, le préfixe (10) isole spécifiquement votre numéro de lot.
La condensation des données est le véritable atout de cette technologie. Vous intégrez le GTIN et les dates d’expiration dans une matrice carrée ultra-compacte. Cela sécurise l’information sans prendre de place. C’est l’efficacité même.
Gardez tout de même une marge de sécurité technique. Trop de caractères réduisent la taille des modules et nuisent à la lisibilité globale. Restez concis pour garantir un scan instantané.
Réussir l’intégration du marquage direct sur pièce (DPM)
La conformité est acquise, c’est la base. Mais le véritable défi industriel, celui qui vous empêche de dormir, réside désormais dans la validation en temps réel de chaque marquage pour éviter les mauvaises surprises.
Vision industrielle et relecture immédiate après gravure
Vous ne pouvez pas marquer à l’aveugle. L’intégration d’une caméra de validation directement sur la tête de gravure devient indispensable. C’est le seul moyen de garantir que l’information est inscrite correctement sur la pièce dès la première seconde.
Ce système ne fait pas que lire, il juge. Il vérifie automatiquement la qualité du code selon les grades standards (ISO/IEC 15415). Si un module est mal formé ou le contraste insuffisant, l’alerte est immédiate, évitant ainsi la production inutile de déchets.
Ce cycle unique, combinant marquage et contrôle, constitue un levier de productivité massif. Pour vraiment Réussir un marquage de code datamatrix, la relecture instantanée n’est pas une option, c’est une nécessité absolue.
Gérer le contraste et l’éclairage pour éviter les rebuts
Le métal brillant pose un problème technique majeur : les reflets. Une surface trop réfléchissante aveugle les lecteurs standards, rendant le décodage impossible. Vous risquez de rejeter des pièces parfaites simplement à cause d’un mauvais retour lumineux.
La réponse se trouve souvent dans l’éclairage LED. En utilisant des angles rasants ou un éclairage diffus type dôme, vous faites ressortir les modules sombres sans saturer le capteur. C’est cette maîtrise de la lumière qui permet la stabilité de la lecture.
N’oubliez pas les paramètres de gravure. Il faut ajuster la puissance du laser selon l’état de surface pour obtenir un contraste durable. Un bon Marquage matériaux repose sur cet équilibre précis entre profondeur et lisibilité.
Garantir la traçabilité de chaque pièce est une priorité opérationnelle absolue. Pour transformer cette exigence technique en levier de performance, le choix du partenaire est décisif. AGICOM propose des solutions de marquage fiables et adaptées à vos besoins, avec un accompagnement complet du choix à l’installation, assurant ainsi la pérennité de vos investissements.